|
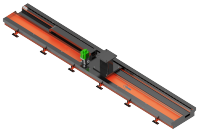
防跌支架机器人焊接工作站
收藏
商品说明
本焊接机器人工作站是由双华QJR6-3 型焊接机器人、奥太焊接电源MAG350RL、风冷焊枪、电气控制等部分组成,焊件为交通指示牌支架。 工艺描述 焊丝规格: Ф1.0~1.2mm 焊缝形式: 平焊缝、角焊缝, 保护气体: 100%CO2或80%Ar+20%CO2 工作方式: 人工点焊及上下料,机器人自动焊接 组对间隙: ≤2mm 焊接电流: ≤350A 焊前清理: 焊缝及两侧两倍焊缝高度范围内可见金属光泽 焊接工艺流程 焊接工件焊缝周围30mm 内应无油、锈及污渍,且满足工件图纸尺寸公差要求。考虑到待焊工件装配公差较大,为提高焊接自动化水平、减少焊缝位置偏差和操作人员的介入,该机器人焊接系统选配有焊缝寻位功能,能够在5mm-20mm 之间实现自动寻找焊缝初始位置。 系统焊接工作流程如下: 1) 安放工件:操作工进入机器人工作区,将工件放置到待焊工位,通过夹具将待焊 工件与工装连接在一起。 2) 机器人焊接:操作工回到安全位置,按下启动按钮,机器人从设定的位置开始实现自动焊接。 4) 工件卸装:焊接结束后机器人退回到安全位置,操作工卸下工件,再次安装工件。 5) 如此循环作业。 |